磨削是一种利用磨具(如砂轮、油石、磨头等)对工件表面进行精密加工的工艺方法,通过磨具上的磨粒对工件材料进行微量切削,从而获得高精度、高表面质量的加工效果,作为机械制造中不可或缺的精密加工手段,磨削广泛应用于航空航天、汽车制造、模具加工、精密仪器等领域,尤其适用于对硬度高、脆性大或尺寸精度要求极高的材料(如淬火钢、硬质合金、陶瓷等)的加工。
从加工原理来看,磨削的本质是磨粒在磨具表面随机分布,通过高速旋转或往复运动对工件表面施加压力,使磨粒对工件材料产生剪切、挤压和划擦作用,从而去除多余材料,与车削、铣削等传统切削方式相比,磨削的切削深度极小(通常为0.001-0.1mm),切削速度高(砂轮线速度可达30-80m/s),且每个磨粒的切削过程相当于一个微小刀刃的微量切削,因此能够实现微米级甚至亚微米级的加工精度,磨削过程中磨粒与工件之间的摩擦会产生大量热量,需通过切削液进行冷却和润滑,以避免工件表面烧伤或变形。
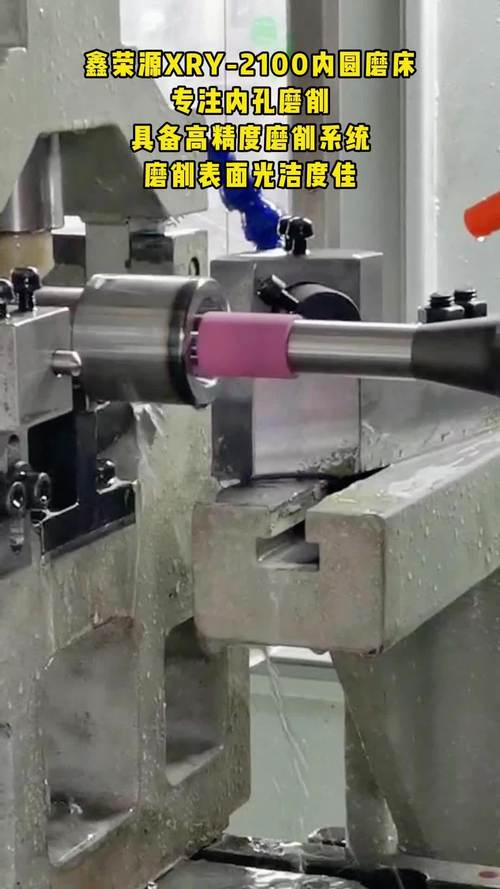
磨削工艺的分类方式多样,按磨具类型可分为砂轮磨削、带磨磨削、研磨、珩磨等;按加工精度可分为粗磨(尺寸公差IT8-IT10,表面粗糙度Ra3.2-12.5μm)、半精磨(IT7-IT8,Ra0.8-3.2μm)、精磨(IT5-IT7,Ra0.1-0.8μm)和超精磨(IT5以上,Ra<0.1μm);按加工对象可分为外圆磨削、内圆磨削、平面磨削、无心磨削、工具磨削等,平面磨削常用于加工平板、模具等平面类零件,通过砂轮的旋转和工作台的进给运动实现材料去除;无心磨削则无需夹持工件,通过导轮和托板支撑,适用于大批量轴类零件的加工。
磨削工艺的核心优势在于其高精度和高表面质量,通过合理选择磨具粒度、硬度、组织以及磨削参数(如磨削深度、进给速度、切削液类型),可有效控制工件的尺寸精度(可达±0.001mm)、形位精度(如平面度、圆度)和表面粗糙度(Ra可达0.025μm),磨削还能加工传统切削方法难以处理的硬质材料,如高速钢、硬质合金、陶瓷等,是精密零件制造中不可或缺的工序,磨削也存在加工效率相对较低、磨具损耗快、成本较高等缺点,因此在实际应用中需根据工件材料、精度要求和生产批量等因素综合考虑。
磨削质量的影响因素主要包括磨具特性(磨料种类、粒度、硬度、结合剂)、磨削参数(磨削速度、进给量、磨削深度)、设备精度(主轴跳动、工作台平稳性)以及切削液性能等,磨料的选择需根据工件材料确定:刚玉类磨料适用于加工碳钢、合金钢等金属材料;碳化硅类磨料适用于加工铸铁、非金属材料;金刚石或立方氮化硼磨料则适用于加工硬质合金、陶瓷等超硬材料,磨具粒度越细,加工表面粗糙度越低,但材料去除效率也随之下降;磨具硬度过高易导致磨具堵塞,过低则会影响磨具寿命。
相关问答FAQs

Q1:磨削与铣削、车削等切削加工方式的主要区别是什么?
A1:磨削与铣削、车削的根本区别在于切削工具和加工原理,铣削和车削使用固定几何形状的刀具(如铣刀、车刀),通过刀刃的连续切削去除材料,适用于较大余量的粗加工和半精加工;而磨削使用由无数随机分布磨粒组成的磨具,通过磨粒的微量切削实现精密加工,适用于高硬度材料和微米级精度的加工,磨削的切削深度极小(微米级),切削速度更高,且能获得更低的表面粗糙度,但加工效率通常低于铣削和车削。
Q2:如何选择适合的磨削参数以提高加工效率和质量?
A2:选择磨削参数需综合考虑工件材料、磨具特性、精度要求和设备条件,粗磨时采用较大磨削深度(0.01-0.1mm)和较高进给速度,以提高材料去除率;精磨时则减小磨削深度(0.001-0.01mm)和进给速度,同时提高砂轮转速(如30-60m/s)以改善表面质量,需根据工件材料选择磨料:加工软金属(如铝、铜)时选用软质磨具(如J-L级),避免磨具堵塞;加工硬质材料(如淬火钢)时选用硬质磨具(如K-M级),保证磨具耐用度,切削液的选择也至关重要,磨削硬质材料时选用乳化液或合成液,磨削软质材料时选用极压切削油,以冷却润滑和冲洗磨屑。




暂无评论,1人围观